
Пост содержит много полезной информации о работе с материалом Силагерм 6095!



На днях посетили достаточно крупное и известное предприятие, производящее запчасти и разное оборудование для Автоваза. (по правилам сайта, название написать не можем, чтобы это не посчитали рекламой).
Разбирали работу над ошибками.
А именно.
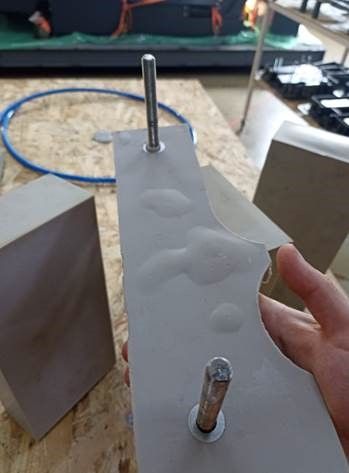
Компания изготавливает опоры (металлические пластины залитые жидким, твердым полиуретаном – 95 по Шору А- Силагерм 6095).
И они столкнулись с ситуацией, что при заливке одним и тем же материалом, одной и той же партии - часть опор выходят с браком. В течении до 7 дней, одна из поверхностей вздувается, что говорит об образовании крупного пузыря внутри изделия. (см. фото).
Поскольку более 90-95% изделий выходят без брака, то было понятно, что причина не в материале, а где-то в моменте изготовления.
Нас пригласили на производство, чтобы провести совместную заливку и найти причину брака.

В ходе эксперимента, выяснилось, что:
1. Материал подогревают до + 40С, чтобы сделать его более жидким. А при увеличении температуры время жизни (жизнеспособность) смеси существенно сокращается.
2. Сразу же после перемешивания компонента А, колбу закрывают герметично и дают давление, т.е. воздуху, попавшему при перемешивании компонента А, не дают подняться и выйти. Он остается внутри компонента (эффект взбитого коктейля). А следовательно, и тем более , поскольку смесь подогревают, материал быстро начинает схватываться и намешанный воздух не успевает выйти.
3. При заливке, материал льют как аппаратчик поставит кассету с пластинами. Правильно производить заливку в одну точку, в самую низкую, чтобы материал поднимаясь выдавливал воздух из поднутрений в металлической платине. Что наблюдали мы, заливалось то в нижнюю точку, то сверху на самую высокую точку, и к тому же поверхность, на которой производилась заливка не была выставлена по уровню, поэтому кассету с пластинами периодически передвигали, подставляли подручные средства, то под одну ножку кассеты, то под другую.
Все эти моменты сразу и по отдельности могут привести к появлению дефекта.
Теперь о самом материале, в его составе, есть пеногаситель. Он специально введен для того чтобы мелкие пузырики, намешанные при перемесе компонента А и смешении двух компонентов, объединялись в крупные пузыри и тогда они легко выходят. (Крупный пузырь всегда быстрее поднимется на поверхность и успеет выйти, в отличии от мелкий пузырей). Но наш клиент, греет материал, что существенно сокращает время работы с ним, материал очень быстро начинает схватываться, а если ещё производить заливку сверху, то начавшая вулканизироваться пленочка уже не дает выходу крупного и тем более пузыря поменьше.
Любой полиуретан холодного отверждения – имеет полное отверждение 7 суток при комн.температуре. Далее все хим.процессы в материале заканчиваются. Можно провести ускоренную полимеризацию - 24 часа при комн.температуре и 24 часа при 60С.
Клиент полимеризацию не ускоряет, у него полное отверждение 7 суток. Поэтому в этот период вылезает пузырь. Воздух по микро пузырикам собирается в один крупный пузырь и имеет такую силу, что отрывается от металлической заготовки (когезионный разрыв) и вздувает одну из поверхностей изделия, пытаясь подняться. (см. фото) А на минуточку, Силагерм 6095 имеет ооочень высокие прочностные показатели. Так что можете себе представить силу пытающегося вырваться пузыря.
Клиент принял наши рекомендации. И по итогу проблемы прекратились.
Надеемся, что данная статья, будет Вам полезной при работе с любым заливочным полиуретановым компаундом холодного отверждения и таких ошибок, вы избежите.